产品别名 |
玻璃钢通风弯头 |
面向地区 |
全国 |
玻璃钢管件包括,弯头,三通,法兰,变径等
制造工艺:由计算机控制,在芯模上按要求制作内衬层(例如防腐蚀内衬层),凝胶后按规定设计好的线型和厚度缠绕结构层,制作外保护层。
原辅材料:树脂、纤维毡、玻璃纤维缠绕纱等。
产品结构:
1.内衬层:为富树脂层,平均树脂含量≥90%,厚度≥1.2mm(耐腐蚀、防渗漏)。
2.防渗层:树脂含量≥75%,防止表面附有气泡。
3.加强层:由内增强层,中芯夹砂层和外增强层共同组成,属管道的强度层(提供管道的刚度和强度)。
4.外表层:加强管道抗紫外线等能力。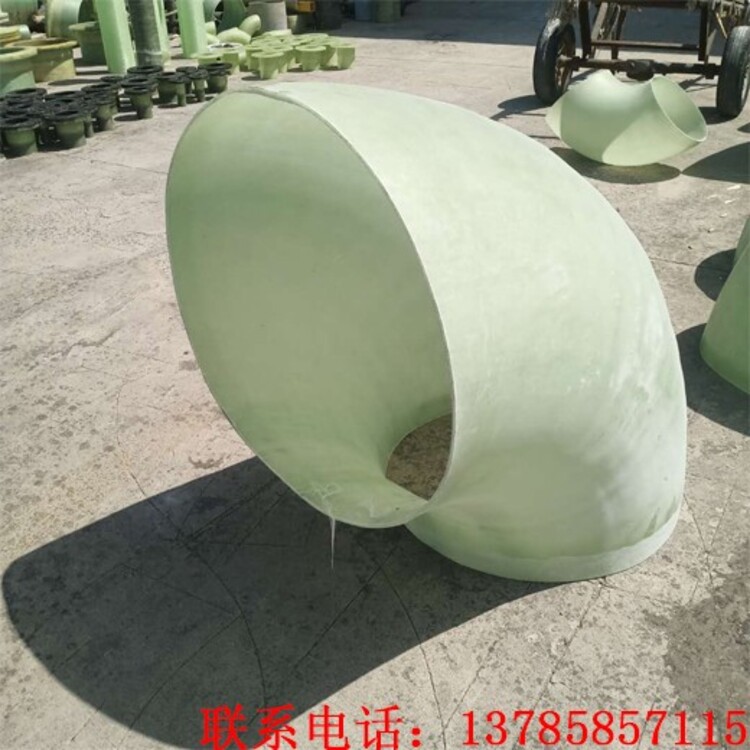
玻璃钢弯头是一种常用的管道连接配件,用于管道拐弯处的连接,改变管道的方向,采用玻璃钢制造的弯头,重量轻而质地硬,不导电耐腐蚀,机械强度高,且性能稳定使用寿命长。关于玻璃钢弯头有很多的知识,下面江苏春华管阀件介绍玻璃钢弯头的主要特征。
玻璃钢弯头压制成型装置,其特征在于:主要由机架,设置于其侧壁的具有玻璃钢弯头型腔的模具机构,与所述玻璃钢弯头型腔弧度一致的填料曲臂以及底部设置在所述机架上端面上的动力缸构成,其中,与所述弯头型腔连接的进料口为环绕所述填料曲臂的漏斗状,所述填料曲臂的一端设有与弯头型腔截面一致的推挤圆环,用于将物料推进弯头型腔内部并压实,所述填料曲臂的另一端与所述动力缸的活塞杆铰接。
玻璃钢弯头采用手糊成型,玻璃钢弯头有三种结构形式,分别为模具上整体成型、半模具分体成型、预制管道后虾节弯成型。
1、模具上整体成型,采用固肽玻璃钢已有的DN800以下的金属或玻璃钢模具,在其上用玻璃钢原材料采用手工铺层的工艺整体成形。
2、半模具分体成型,在固肽玻璃钢没有相关弯头模具的前提下,制作半弯头模具,制作出两个半玻璃钢弯头后,将两者拼接成一个弯头成品。
3、预制管道后虾节弯成型,先制作出相应规格的玻璃钢管道,然后将管道切割成若干段后
拼接成弯头。此成型方法大多应用在对玻璃钢弯头有一定刚度要求的条件下,或者没有现成模具而制作模具成本相对较高时的前提下。
1.轻质高强:玻璃钢制品的材料密度通常为1.8~2.1g/cucm,约为钢材的1/4~1/5,环向抗拉强度≥300MPa,比强度比钢材高。
2.耐化学腐蚀,使用寿命长:玻璃钢具有的耐化学腐蚀性能,在腐蚀性介质中,玻璃钢显示出其他材料所无法比拟的性,不同基体原材料可以耐多种酸、碱、盐和有机溶剂。
3.可设计性强:玻璃钢可以通过改变原材料的组合和内衬层、结构层、外表层等各层厚度结构及成型工艺从而调整制品的物理化学性能,以适应不同介质和工作条件下的需要,达到各方面的优化。
4.的机械缠绕玻璃钢弯头、三通、法兰等管件,我们采用竖丝缠绕工艺制作出来的管件能承受更大的外作用力。
(1) 不会产生二次污染,玻璃管道,在接触水和其他介质时不会产生二次污染。因此玻璃管道也可以作为运输水的管道。
(2) 耐腐蚀性强,玻璃管道以玻璃纤维和高分子成分的不饱和聚脂树脂、环氧树脂等为基本材料,具有良好的耐腐蚀性能。能有效抵抗酸、碱、盐等介质的腐蚀和未经处理的生活污水、腐蚀性土壤、化工废水以及众多化学液体的侵蚀。能够长期的保持管道的正常运行。
(3) 体积小,机械强度大。玻璃管道在耐水压强、耐外压强度和耐冲击强度上效果良好,并可按要求的压力设计制造管道和管件。
(4) 温度适应性强,因为玻璃是不良导热体,制品成型后,表层与内层在降温过程中产生温差,当表层凝固状、内层粘滞状时,温差存在而应力松弛不存在。使用温度范围在-70℃到250℃之间,冰冻介质下管道不裂。
(5) 节能,由于玻璃管道内壁光滑流水阻力比较小,因此同规格的玻璃管道比普通管道更能提高流速、减少水中存在的阻力。从而达到节约能耗的效果。相同流量下,管径可予缩小。
(6)重量轻,寿命长,玻璃管道轻便的质量十分有利于运输便利,其次施工的费用比较低后期维修基本上也不需要,使用寿命长达50年以上。
近期浏览